

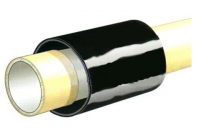
热收缩闭口套


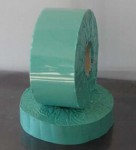





























































- 产品名称: 热收缩闭口套
- 产品分类: 产品展示
- 公司名称: 济宁迅大管道防腐材料有限公司
- 添加时间: 18/06/21
- 分 享:
产品详情
询盘
热收缩闭口套扩张工艺的影响因素
1、预热温度
扩张前应将材料预热至其熔融温度至粘流温度之间。由于热收缩套基材为聚乙烯多元共混体系,其熔融温度约在115~135℃之间;另一方面。聚乙烯的起始流动温度随辐照剂量的增加而升高,辐照剂量一般在100--150kGy,此时对应的起始流动温度约为180℃,因此应将预热温度控制在两者之间,即140℃左右为宜,方可保证材料处于高弹态,以获得较高的扩张倍率和热收缩力。
2、扩张速度
扩张速度是决定生产效率的关键因素。当扩张速度较快时,生产效率提高了,但材料受力时问题增加,表面易起褶皱;扩张速度慢时,使扩张负荷加大,导致扩张困难;另一方面,扩张速度太慢,在材料内部扩张力引发的内应力的建立也相应缓慢。
1、预热温度
扩张前应将材料预热至其熔融温度至粘流温度之间。由于热收缩套基材为聚乙烯多元共混体系,其熔融温度约在115~135℃之间;另一方面。聚乙烯的起始流动温度随辐照剂量的增加而升高,辐照剂量一般在100--150kGy,此时对应的起始流动温度约为180℃,因此应将预热温度控制在两者之间,即140℃左右为宜,方可保证材料处于高弹态,以获得较高的扩张倍率和热收缩力。
2、扩张速度
扩张速度是决定生产效率的关键因素。当扩张速度较快时,生产效率提高了,但材料受力时问题增加,表面易起褶皱;扩张速度慢时,使扩张负荷加大,导致扩张困难;另一方面,扩张速度太慢,在材料内部扩张力引发的内应力的建立也相应缓慢。

相关产品
相关资料


济宁迅大管道防腐材料有限公司
销售二部:152-757-23222(微信)
销售Q Q:1378372279
山东省济宁市济北工业园辰光路1号


